- InterProcess Sp. z o.o.
Transport próżniowy materiałów sypkich
Transport pneumatyczny próżniowy (podciśnieniowy, ssący) to bezpyłowa metoda przenoszenia materiałów sypkich – proszków, granulatów, płatków i pelletów – za pomocą strumienia powietrza wytwarzanego przez generator podciśnienia. W odróżnieniu od transportu mechanicznego (przenośniki ślimakowe, taśmowe, kubełkowe), system próżniowy nie posiada elementów ruchomych w trasie transportowej – materiał przepływa wewnątrz zamkniętych rur, co zapewnia całkowitą bezpyłowość, minimalne wymagania konserwacyjne oraz pełne hermetyczne zamknięcie produktu. Dzięki temu podciśnieniowy transport pneumatyczny jest idealnym rozwiązaniem dla branż o rygorystycznych wymaganiach higienicznych (spożywcza, farmaceutyczna) oraz w strefach zagrożonych wybuchem (ATEX).
W InterProcess projektujemy i budujemy indywidualne systemy transportu próżniowego, dopasowane do specyfiki materiału, wymaganej wydajności, dostępnej przestrzeni i istniejącej infrastruktury klienta. Nasze systemy mogą obejmować jeden lub wiele punktów poboru i zrzutu materiału, pracować w trybie fazy rzadkiej (dilute phase) lub fazy gęstej (dense phase) dla produktów delikatnych, a także integrować się z dozownikami, stacjami big-bag, mieszalnikami i systemami sterowania.
Zasada działania i elementy systemu
Każdy system transportu próżniowego składa się z trzech kluczowych elementów, które współpracują w cyklu ssanie–zrzut–powtórzenie:
📥 Punkt poboru materiału
Lej ssący, lanca ssąca, stacja rozworkowywania lub stacja big-bag. Produkt jest kondycjonowany (aerowany) przed wprowadzeniem do linii transportowej, co zapewnia równomierny przepływ.
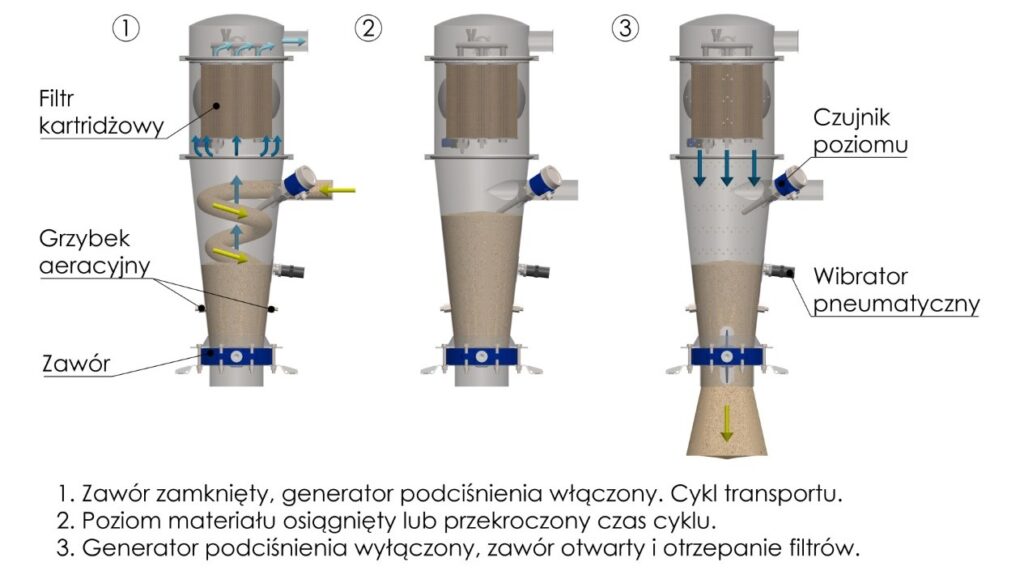
🔽 Odbiornik próżniowy
Kluczowy element systemu – separuje materiał od powietrza transportowego za pomocą filtrów kartridżowych z automatycznym otrzepywaniem impulsowym. Wyposażony w czujnik poziomu, zawór zrzutowy (przepustnica lub zawór celkowy) oraz opcjonalne wspomaganie zrzutu (wibrator, grzybki aeracyjne).
🌀 Generator podciśnienia
Źródło próżni napędzające system. Typ pompy dobieramy do wydajności, dystansu i właściwości materiału – od kompaktowej dmuchawy bocznokanałowej po wydajną pompę Rootsa. Wyposażony w filtr wtórny ochronny i sterowanie sekwencyjne.
Tryby transportu: faza rzadka vs faza gęsta
W zależności od właściwości transportowanego materiału dobieramy odpowiedni tryb pracy systemu. Faza rzadka (dilute phase) to standardowy tryb – materiał jest unoszony w strumieniu powietrza o prędkości 15–25 m/s. Sprawdza się w większości zastosowań dla proszków i granulatów o typowej sypkości. Faza gęsta (dense phase, low velocity) to zaawansowany tryb dla materiałów delikatnych i kruchych – materiał przesuwa się w rurze w formie czopów przy prędkości zaledwie 3–15 m/s, co minimalizuje degradację cząstek, ścieranie rur oraz segregację po wcześniejszym mieszaniu.
| Parametr | Faza rzadka (dilute phase) | Faza gęsta (dense phase) |
|---|---|---|
| Prędkość powietrza | 15–25 m/s | 3–15 m/s |
| Ładunek materiału w rurze | Niski (materiał zawieszony) | Wysoki (transport czopami) |
| Degradacja produktu | Umiarkowana | Minimalna |
| Ryzyko segregacji | Możliwe | Bardzo niskie |
| Ścieralność rur | Wyższa | Znacznie niższa |
| Typowe zastosowania | Mąka, cukier, proszki chemiczne, cement | Płatki, granulaty, premiksy, kryształy, tabletki |
| Wymagana pompa | Dmuchawa bocznokanałowa / Rootsa / eżektor wielostopniowy | Pompa łopatkowa / kłowa / eżektor wielostopniowy wysokopróżniowy |
Porównanie systemów generacji próżni
Dobór odpowiedniego generatora podciśnienia jest kluczowy dla wydajności i efektywności energetycznej całego systemu. Typ pompy zależy od wymaganej wydajności transportowej, dystansu, poziomu podciśnienia oraz właściwości materiału sypkiego:
| Typ generatora | Podciśnienie | Dystans | Wydajność | Optymalne zastosowanie |
|---|---|---|---|---|
| Dmuchawa bocznokanałowa (side-channel) | do ~250 mbar | do 30 m | do 500 kg/h | Kompaktowe systemy, czyste proszki, napełnianie dozowników |
| Pompa Rootsa (pozytywne wyporowe) | do ~500 mbar | do 50 m | do 6000 kg/h | Duże wydajności, systemy wieloliniowe, średnie i duże dystanse |
| Pompa łopatkowa / kłowa (vane / claw) | do ~800 mbar | do 50+ m | do 4000 kg/h | Faza gęsta, długie dystanse, produkty delikatne, wersja bezolejowa |
Wszystkie nasze systemy wyposażone są w filtr wtórny ochronny (zabezpieczający pompę przed przenikaniem drobnych cząstek i wydaleniem chmury pyłu na zewnątrz w przypadku awarii układu filtrów w odbiorniku pneumatycznym) oraz sterowanie sekwencyjne – pneumatyczne, sterownikiem PLC lub zintegrowane z nadrzędnym systemem automatyki zakładu. Dobór typu pompy i konfiguracji systemu przeprowadzamy indywidualnie na etapie projektowania.

Przykładowe konfiguracje systemów
Każdy system transportu pneumatycznego próżniowego projektujemy indywidualnie pod aplikację klienta. Poniżej przedstawiamy typowe konfiguracje – od prostych układów jednolinijkowych po złożone systemy z wieloma punktami poboru i zrzutu, fazą gęstą oraz dozowaniem batchowym:
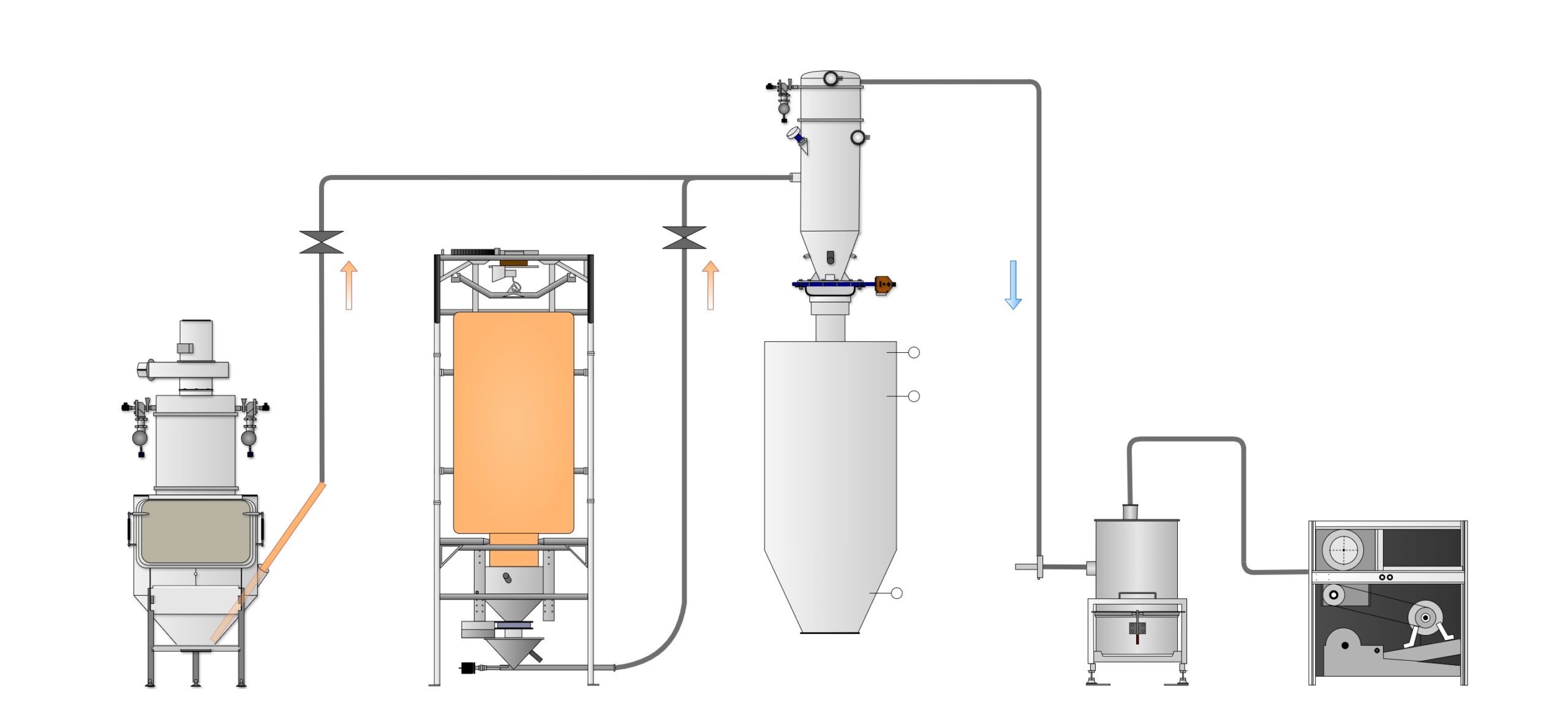
Wiele punktów załadunkowych
System automatycznie przełącza pobór materiału między stacją rozworkowywania STB a stacją big-bag BSB, obsługując procesy o zróżnicowanych źródłach surowców.
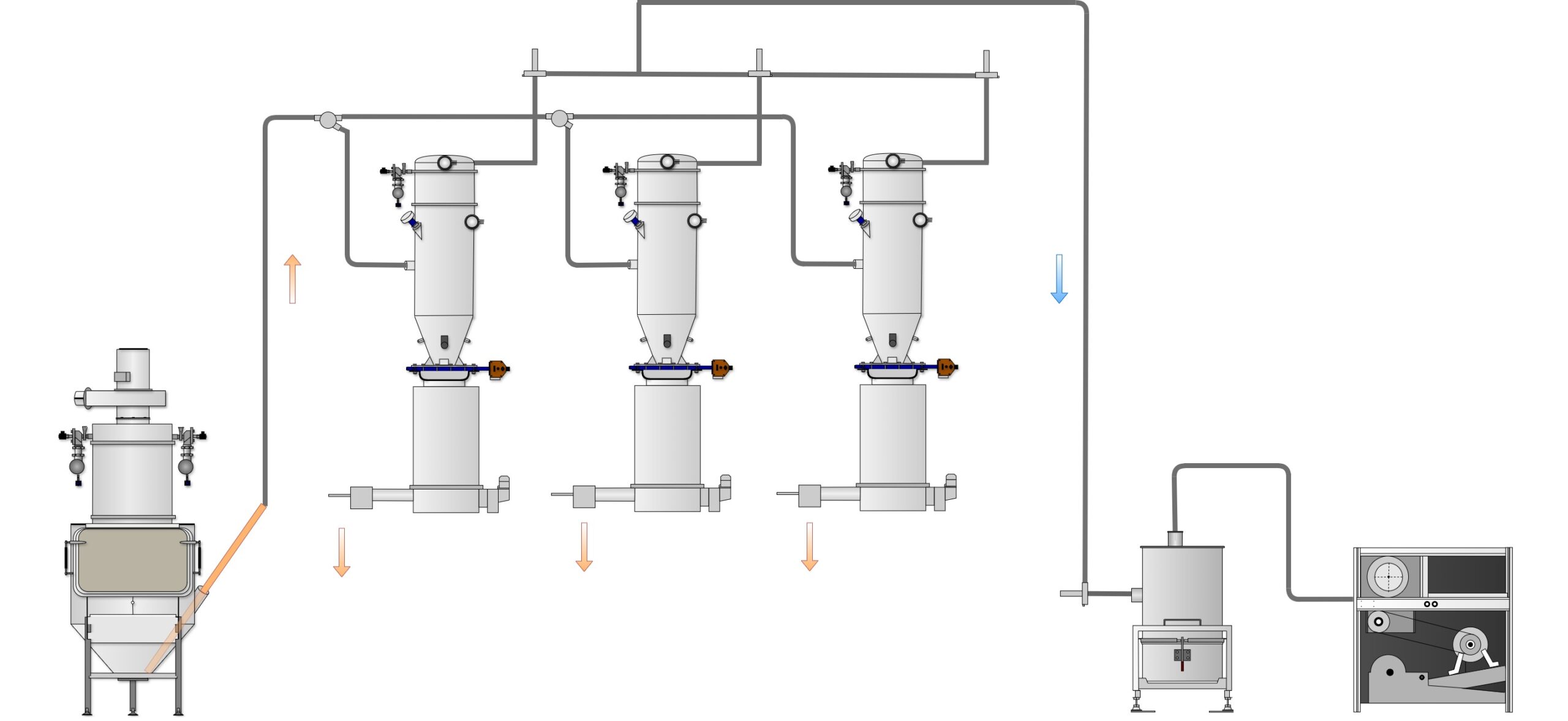
Wiele punktów rozładunkowych
Materiał ze stacji rozworkowywania zasila trzy dozowniki DSL loss-in-weight za pomocą zaworów wielodrogowych (diverterów) sterowanych automatycznie.
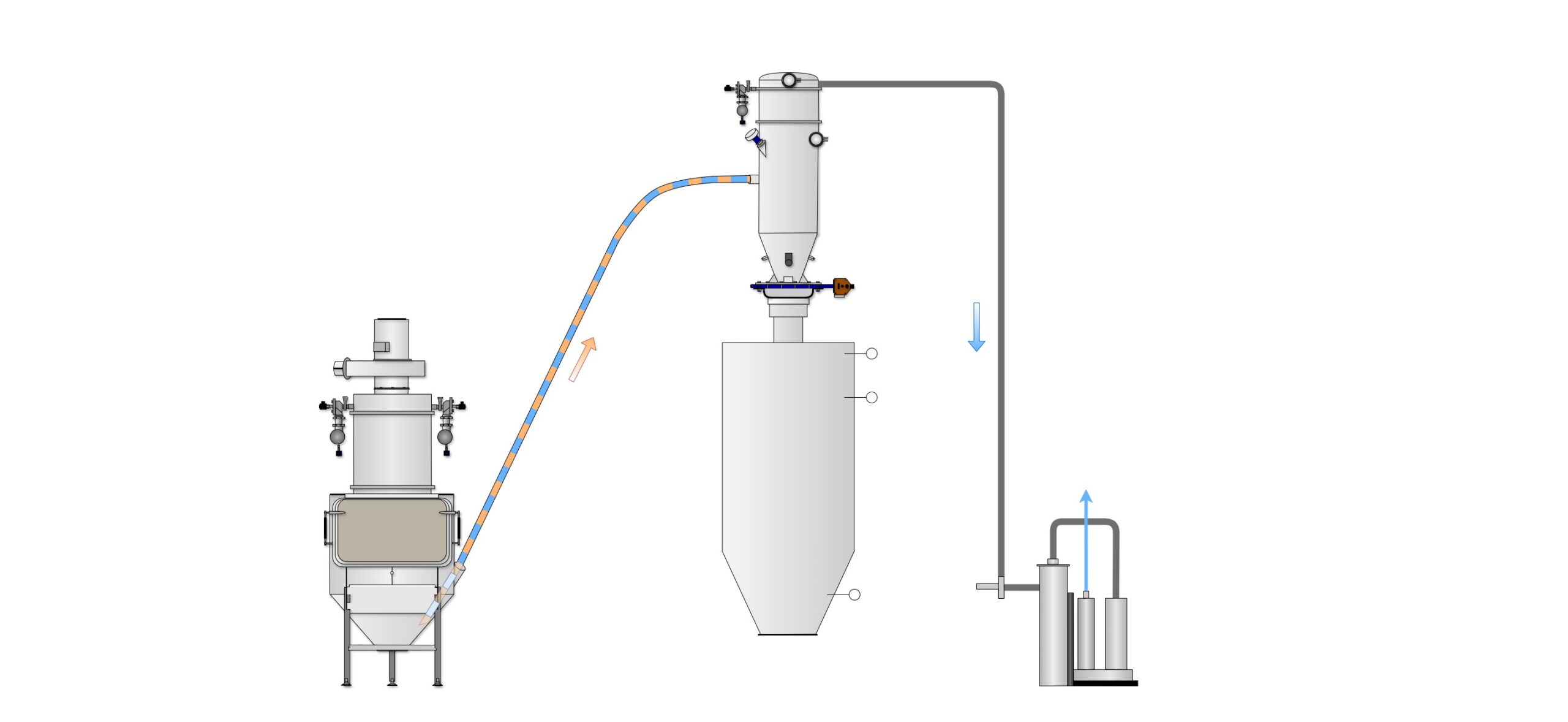
Transport fazy gęstej
Materiały kruche i delikatne (płatki, granulaty, premiksy) transportowane przy niskiej prędkości 3–15 m/s w formie czopów – minimalna degradacja i brak segregacji.
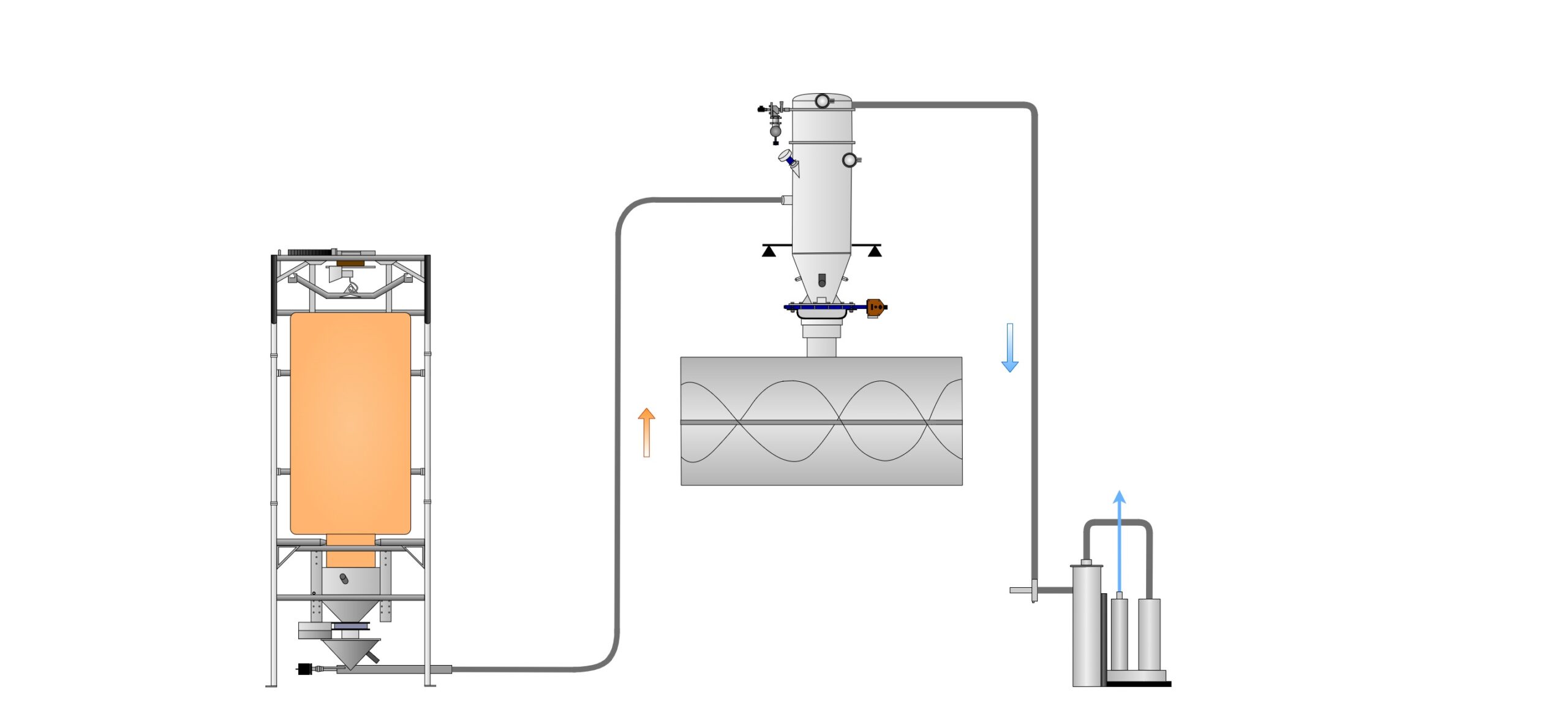
Dozowanie batchowe do mieszalnika
Odbiornik na wadze pełni funkcję wagi ssącej – odmierza porcje materiału z dokładnością <1% zakresu wagi i dozuje je do mieszalnika w trybie batchowym.
Branże i typowe zastosowania

🍞 Spożywczy i paszowy
Mąka, cukier, kakao, mleko w proszku, skrobia, premiksy, pasze. Załadunek mieszalników, refill dozowników, transport z big-bagów. Wykonanie FDA, HACCP.

⚗️ Farmaceutyczny i chemiczny
Substancje aktywne API, tabletki, pigmenty, żywice, granulaty tworzyw. Hermetyczny transport, strefy ATEX, szybki demontaż do walidacji i czyszczenia.

🏗️ Tworzywa i budowlany
Granulaty PE/PP, PVC, cement, wapno, dwutlenek tytanu, popiół lotny. Systemy rozładunku silosów, cystern, zasilania wytłaczarek i reaktorów.
Najczęściej zadawane pytania (FAQ)
Transport próżniowy oferuje szereg istotnych przewag nad przenośnikami mechanicznymi (ślimakowe, taśmowe, kubełkowe). Po pierwsze, brak elementów ruchomych w trasie oznacza minimalną konserwację i brak ryzyka zanieczyszczenia produktu smarami czy cząstkami ścieralnymi. Po drugie, materiał przepływa w zamkniętych rurach – zapewnia to całkowitą bezpyłowość, co jest kluczowe w branży spożywczej, farmaceutycznej i w strefach ATEX. Po trzecie, rury można prowadzić przez ściany, między piętrami, omijając przeszkody – elastyczność trasowania jest nieporównywalna z przenośnikiem ślimakowym czy taśmowym. Po czwarte, w przypadku rozszczelnienia układu podciśnieniowego materiał nie wydostaje się na zewnątrz (w przeciwieństwie do transportu ciśnieniowego), co poprawia bezpieczeństwo. Ponadto system próżniowy umożliwia łatwe pobieranie materiału z wielu źródeł (worki, big-bagi, silosy) do jednego punktu docelowego.
Tak – to jedna z głównych zalet transportu próżniowego. W przeciwieństwie do przenośników mechanicznych (które wymagają prostoliniowych tras i dużych przestrzeni montażowych), rury transportu próżniowego mają średnicę zaledwie 38–100 mm i mogą być prowadzone w dowolnym kierunku – pionowo, poziomo, przez ściany, stropy, w szachtach instalacyjnych i wokół istniejących urządzeń. Jako firma inżynierska projektujemy każdy system indywidualnie na podstawie wizji lokalnej – uwzględniamy istniejącą infrastrukturę, ograniczenia przestrzenne, lokalizację punktów poboru i docelowych, a także przyszłą rozbudowę. Generator podciśnienia może być umieszczony w innym pomieszczeniu niż odbiornik, co dodatkowo oszczędza przestrzeń w strefie produkcyjnej.
Faza gęsta (dense phase, low velocity) jest zalecana w trzech kluczowych przypadkach. Po pierwsze, gdy materiał jest kruchy lub delikatny – np. płatki, kryształy, tabletki, granulaty – i standardowa prędkość fazy rzadkiej powodowałaby ich rozkruszenie lub łamanie. Po drugie, gdy materiał był wcześniej mieszany i ważna jest zachowanie jednorodności mieszanki – niska prędkość minimalizuje segregację składników o różnej gęstości i granulacji. Po trzecie, gdy materiał jest silnie ścierny (np. minerały, kwarc) – niska prędkość znacząco zmniejsza zużycie rur i kolan. Transport fazy gęstej wymaga wyższego podciśnienia (pompa łopatkowa lub pazurowa zamiast dmuchawy bocznokanałowej), ale zużywa mniej energii na tonę przetransportowanego materiału.
Tak – to jest nasza kluczowa przewaga. Wielu dostawców oferuje gotowe zestawy katalogowe (packaged vacuum systems) o standardowych wydajnościach i konfiguracjach. My jako firma inżynierska podchodzimy do każdego projektu indywidualnie: dobieramy typ i wielkość odbiornika do wymaganej wydajności i cyklu pracy, projektujemy trasę rurociągu uwzględniając istniejące przeszkody i ograniczenia przestrzenne, dobieramy odpowiedni typ pompy do właściwości materiału i dystansu, a także integrujemy system z istniejącymi urządzeniami procesowymi – dozownikami, stacjami big-bag, mieszalnikami, wagami i systemami sterowania. Ponadto wykonujemy odbiornki o niestandardowych pojemnościach, gdy wymaga tego proces. Oferujemy pełne wsparcie – od wizji lokalnej, przez projekt, produkcję i montaż, po uruchomienie i serwis.
Odbiornik próżniowy montujemy bezpośrednio nad lejem dozownika grawimetrycznego loss-in-weight. Gdy czujnik poziomu w dozowniku sygnalizuje niski stan materiału, sterownik uruchamia cykl transportu – materiał jest zasysany do odbiornika, filtrowany, a następnie zrzucany grawitacyjnie do leja dozownika po otwarciu zaworu. Cykl refill jest zsynchronizowany z pracą dozownika tak, aby uzupełnianie materiału nie zakłócało procesu dozowania (refill następuje w odpowiednim momencie cyklu loss-in-weight). W systemach wielodozownikowych stosujemy zawory wielodrogowe (divertery), aby jeden odbiornik mógł sekwencyjnie zasilać kilka dozowników, lub montujemy dedykowane odbiorniki nad każdym dozownikiem.
Praktycznie wszystkie suche materiały sypkie – od drobnych proszków (mąka, cukier puder, kakao, dwutlenek tytanu, popiół lotny) przez granulaty (tworzywa sztuczne PE/PP/PVC, granulki nawozów, pellety) po materiały kruche (płatki, kryształy, tabletki) i ścierne (cement, wapno, piasek kwarcowy, kwarc). Kluczem jest dobór odpowiedniego trybu transportu: faza rzadka dla standardowych materiałów, faza gęsta dla delikatnych i ściernych. Dobieramy też materiał rur (stal nierdzewna, stal węglowa lub tworzywo sztuczne) do specyfiki produktu i wymagań branżowych. Jedynym ograniczeniem są materiały mokre, wilgotne lub o silnej tendencji do klejenia się – w takich przypadkach rekomendujemy konsultację z naszym inżynierem aplikacji.
Tak – odbiornik próżniowy zamontowany na czujnikach wagowych (tensometrach) staje się tzw. wagą ssącą i może pełnić funkcję precyzyjnego urządzenia dozującego w trybie batchowym. Zasada działania jest następująca: system sterowania uruchamia cykl ssania i monitoruje przyrost masy materiału w odbiorniku w czasie rzeczywistym. Gdy waga osiągnie zadaną wartość setpointu, sterownik natychmiast zamyka zawór w linii transportowej, kończąc zasysanie. Następnie – po ustabilizowaniu się odczytu wagi – zawór zrzutowy otwiera się i odmierzona porcja materiału trafia grawitacyjnie do procesu, np. do mieszalnika, reaktora lub zbiornika procesowego. Dokładność dozowania w takim układzie wynosi typowo poniżej ±1% wartości zadanej. System sterowania może obsługiwać receptury wieloskładnikowe – sekwencyjnie zasysając i odważając kolejne składniki do tego samego odbiornika przed zrzutem całej partii. To rozwiązanie jest szczególnie korzystne tam, gdzie potrzebne jest bezpyłowe, zamknięte dozowanie składników bez kontaktu operatora z materiałem, np. w branży farmaceutycznej lub przy obsłudze materiałów toksycznych. W InterProcess projektujemy zarówno układ wagowy, jak i dedykowany system sterowania ze sterownikiem PLC i panelem HMI, zapewniając pełną integrację z nadrzędnym systemem automatyki zakładu.
Zalety eżektorów wielostopniowych: brak elementów ruchomych i zasilania elektrycznego, natychmiastowe włączanie i wyłączanie, minimalna konserwacja, możliwość montażu bezpośrednio przy odbiorniku (decentralizacja). Przewagi centralnego systemu z pompą mechaniczną (dmuchawa, Roots, łopatkowa): przy pracy ciągłej pompa mechaniczna jest ok. 3× efektywniejsza energetycznie – sprężone powietrze jest jednym z najdroższych mediów w przemyśle. Jeden centralny generator próżni może sekwencyjnie obsługiwać wiele linii transportowych z jednego punktu. Nie wymaga rozbudowanej instalacji sprężonego powietrza (kompresor, osuszacz, filtry, sieć dystrybucyjna). Łatwiejsze skalowanie wydajności – dobieramy pompę do całkowitego zapotrzebowania zakładu. Kiedy eżektor, kiedy pompa mechaniczna? Eżektor wielostopniowy jest optymalny, gdy: zakład posiada już wydajną instalację sprężonego powietrza, system obsługuje pojedyncze linie o niskiej do średniej wydajności, wymagana jest praca w strefie ATEX bez zasilania elektrycznego. Centralny system z pompą mechaniczną jest lepszym wyborem, gdy: zakład wymaga wielu linii transportowych obsługiwanych jednocześnie, wydajności są wysokie i praca zbliża się do ciągłej, brak jest instalacji sprężonego powietrza lub jej rozbudowa byłaby kosztowna, lub kluczowym kryterium jest minimalizacja kosztów energii na tonę przetransportowanego materiału. W InterProcess dobieramy typ generatora indywidualnie do każdego projektu – analizujemy dostępne media, wymagania procesowe, dystanse i wydajności, aby zaproponować rozwiązanie optymalne kosztowo i technicznie.
Potrzebujesz systemu transportu pneumatycznego?
Skontaktuj się z nami – zaprojektujemy system dopasowany do Twojego materiału, wymaganej wydajności i dostępnej przestrzeni. Oferujemy audyty istniejących instalacji, modernizację starszych systemów oraz pełne wsparcie od projektu po uruchomienie.
Dlaczego warto wybrać nasze rozwiązania?
Projektowanie indywidualne – każdy system budujemy od podstaw pod aplikację i przestrzeń klienta
Faza rzadka i gęsta – dobieramy tryb transportu do właściwości materiału
Integracja z procesem – dozowniki, big-bagi, mieszalniki, systemy sterowania
Doświadczenie w wielu branżach – spożywcza, chemiczna, farmaceutyczna, budowlana
Bezpieczeństwo i higiena – systemy zgodne z normami ATEX, HACCP, GMP, FDA
Wsparcie techniczne i serwis – audyty, modernizacje, części zamienne, tryb 24/7