InterProcess Sp. z o.o. | Rozwiązania dla przemysłu
Vakuumförderung von Schüttgütern
Pneumatische Vakuumförderung (Saugförderung) ist eine staubfreie Methode zur Förderung von Schüttgütern – Pulvern, Granulaten, Flocken und Pellets – mittels eines von einer Vakuumpumpe erzeugten Luftstroms. Im Gegensatz zu mechanischen Förderern (Schneckenförderer, Bandförderer, Becherwerke) hat ein Vakuumfördersystem keine beweglichen Teile entlang der Förderstrecke – das Material fließt in geschlossenen Rohrleitungen, was einen vollständig staubfreien Betrieb, minimalen Wartungsaufwand und eine vollständig geschlossene Produkthandhabung gewährleistet. Damit ist die pneumatische Vakuumförderung die ideale Lösung für Branchen mit strengen Hygieneanforderungen (Lebensmittel, Pharma) und für potenziell explosionsgefährdete Atmosphären (ATEX).
Bei InterProcess konstruieren und bauen wir maßgeschneiderte Vakuumfördersysteme, die auf das jeweilige Material, den geforderten Durchsatz, den verfügbaren Platz und die bestehende Anlageninfrastruktur abgestimmt sind. Unsere Systeme können einzelne oder mehrere Aufgabe- und Abgabepunkte umfassen, im Dünnstrom- oder Dichtstrom-Modus für empfindliche Produkte arbeiten und sich nahtlos mit Dosierern, Big-Bag-Stationen, Mischern und Prozesssteuerungssystemen integrieren.
Funktionsprinzip und Systemkomponenten
Jedes Vakuumfördersystem besteht aus drei Schlüsselkomponenten, die in einem Saug-Abgabe-Wiederholungszyklus zusammenarbeiten:
📥 Materialaufgabepunkt
Saugtrichter, Sauglanze, Sackentleerstation oder Big-Bag-Entleerstation. Das Produkt wird vor dem Eintritt in die Förderleitung konditioniert (belüftet), um einen gleichmäßigen Fluss zu gewährleisten.
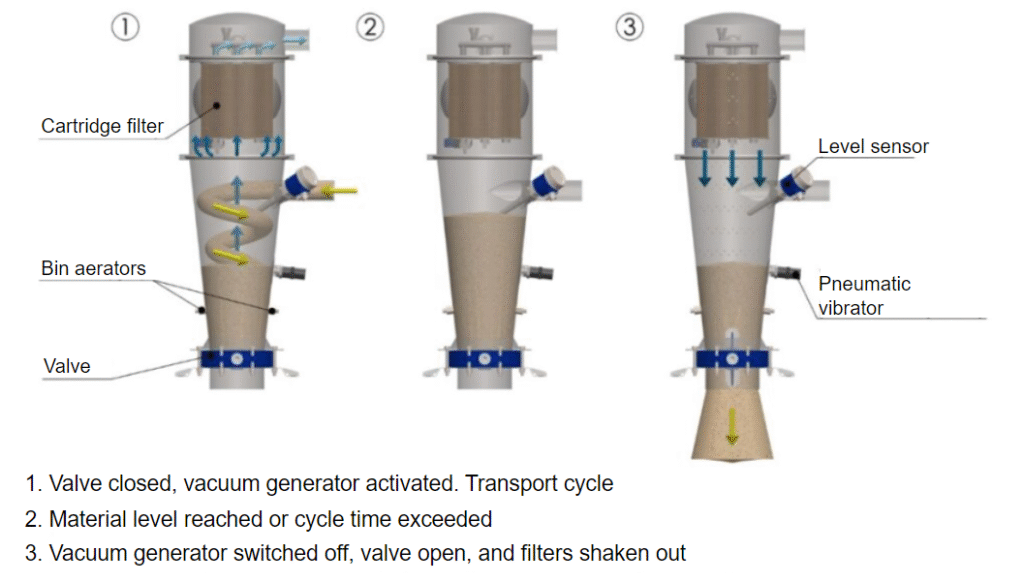
🔽 Vakuumempfänger
Die Kernkomponente des Systems – er trennt das geförderte Material mittels Patronenfiltern mit automatischer Druckluftrückspülung von der Transportluft. Ausgestattet mit Füllstandssensor, Austragsventil (Absperrklappe oder Zellenradschleuse) und optionalen Austragshilfen (Vibrator, Belüftungskissen).
🌀 Vakuumerzeuger
Die Vakuumquelle, die das System antreibt. Der Pumpentyp wird nach Durchsatz, Förderdistanz und Materialeigenschaften ausgewählt – vom kompakten Seitenkanalgebläse bis zum leistungsstarken Roots-Gebläse. Ausgestattet mit Sicherheitsfilter und Ablaufsteuerung.
Förderarten: Dünnstrom vs. Dichtstrom
Die passende Betriebsart wird entsprechend den Eigenschaften des Fördergutes gewählt. Dünnstromförderung ist der Standardmodus – das Material ist im Luftstrom bei einer Geschwindigkeit von 15–25 m/s suspendiert. Sie eignet sich für die Mehrzahl der Anwendungen mit Pulvern und Granulaten mit typischen Fließeigenschaften. Dichtstromförderung (Langsamförderung) ist ein fortgeschrittener Modus für bruchempfindliche und zerbrechliche Materialien – das Material bewegt sich in Pfropfenform durch das Rohr bei nur 3–15 m/s, was Partikelzerstörung, Rohrverschleiß und Entmischung vorgemischter Mischungen minimiert.
| Parameter | Dünnstrom | Dichtstrom |
|---|---|---|
| Luftgeschwindigkeit | 15–25 m/s | 3–15 m/s |
| Materialbeladung im Rohr | Niedrig (Material suspendiert) | Hoch (Pfropfenförderung) |
| Produktbeschädigung | Mäßig | Minimal |
| Entmischungsrisiko | Möglich | Sehr gering |
| Rohrverschleiß | Höher | Deutlich geringer |
| Typische Anwendungen | Mehl, Zucker, Chemiepulver, Zement | Flocken, Granulate, Vormischungen, Kristalle, Tabletten |
| Erforderliche Vakuumpumpe | Seitenkanalgebläse / Roots-Gebläse / mehrstufiger Ejektor | Drehschieberpumpe / Klauenpumpe / Hochvakuum-Mehrstufen-Ejektor |
Vakuumerzeugungssysteme im Vergleich
Die Wahl des richtigen Vakuumerzeugers ist entscheidend für den Durchsatz und die Energieeffizienz des gesamten Systems. Der Pumpentyp hängt von der erforderlichen Förderleistung, Distanz, dem Vakuumniveau und den Schüttguteigenschaften ab:
| Erzeugertyp | Vakuumniveau | Distanz | Durchsatz | Optimale Anwendung |
|---|---|---|---|---|
| Seitenkanalgebläse | bis ca. 250 mbar | bis 30 m | bis 500 kg/h | Kompakte Systeme, saubere Pulver, Dosierernachfüllung |
| Roots-Gebläse (Verdrängerpumpe) | bis ca. 500 mbar | bis 50 m | bis 6.000 kg/h | Hohe Durchsätze, Mehrliniensysteme, mittlere bis lange Distanzen |
| Drehschieber- / Klauenpumpe | bis ca. 800 mbar | bis 50+ m | bis 4.000 kg/h | Dichtstrom, lange Distanzen, empfindliche Produkte, ölfreie Ausführung |
Alle unsere Systeme sind mit einem Sicherheitsfilter (Schutz der Pumpe vor Feinpartikeleinzug und Verhinderung einer Staubwolke bei Ausfall des Primärfilters im Vakuumempfänger) und einer Ablaufsteuerung ausgestattet – pneumatisch, SPS-basiert oder in die übergeordnete Anlagensteuerung integriert. Pumpentyp und Systemkonfiguration werden projektbezogen in der Engineering-Phase ausgewählt.

Typische Systemkonfigurationen
Jedes Vakuumfördersystem wird individuell für die Kundenanwendung konstruiert. Nachfolgend typische Konfigurationen – von einfachen Einlinien-Layouts bis zu komplexen Systemen mit mehreren Aufgabe- und Abgabepunkten, Dichtstromförderung und gravimetrischer Chargenbildung:
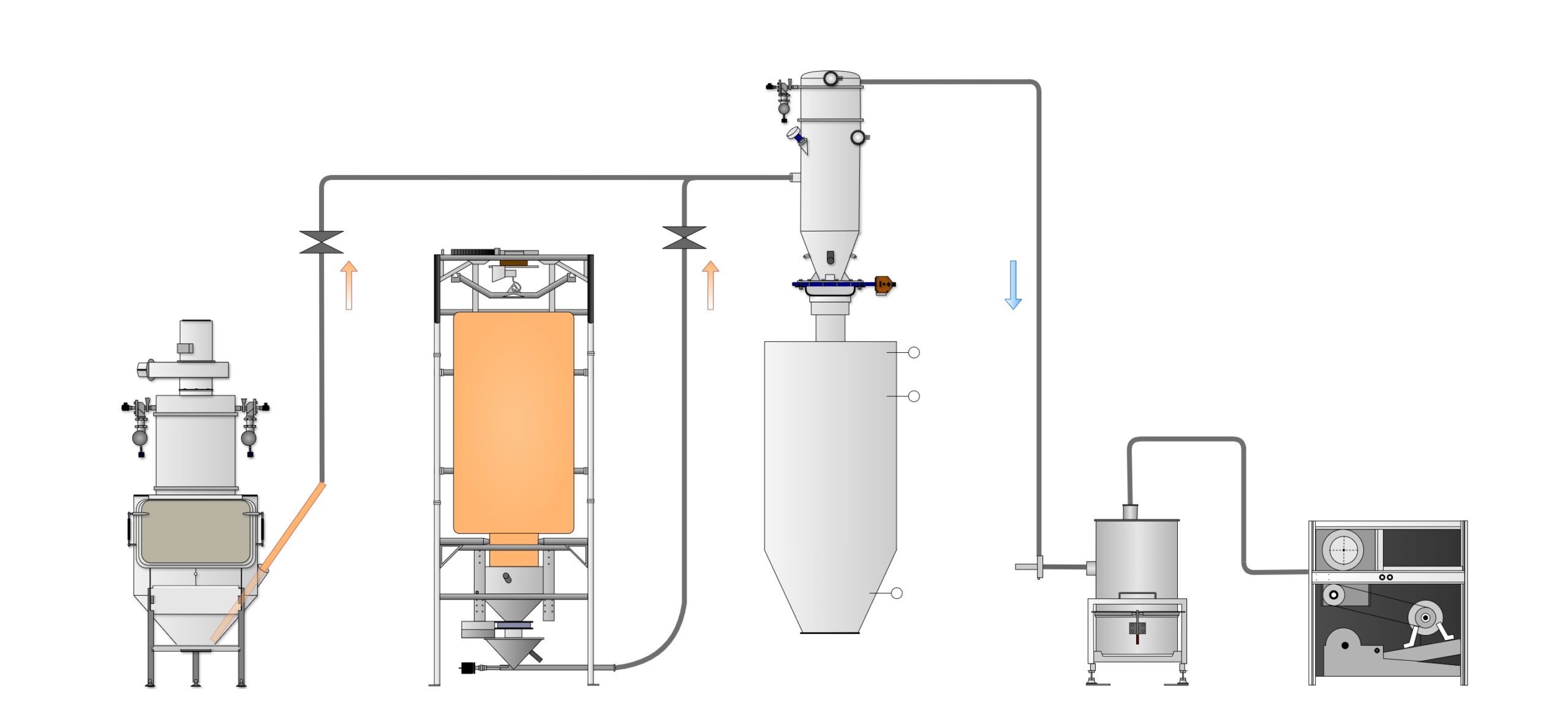
Mehrere Aufgabepunkte
Das System schaltet die Materialaufnahme automatisch zwischen der STB-Sackentleerstation und der BSB-Big-Bag-Entleerstation um und bedient so Prozesse mit unterschiedlichen Rohstoffquellen.
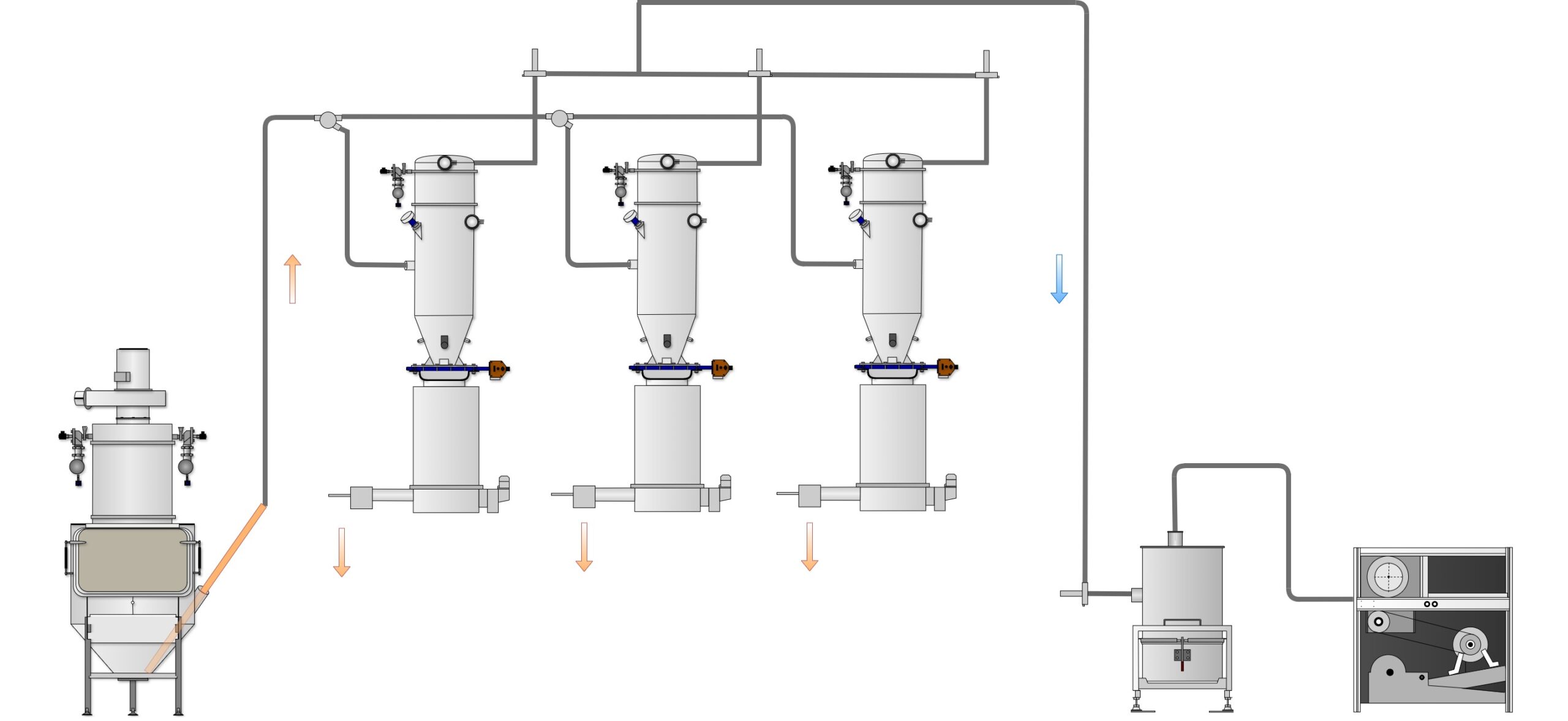
Mehrere Abgabepunkte
Material aus der Sackentleerstation versorgt drei DSL-Loss-in-Weight-Dosierer über automatisch gesteuerte Weichenventile.
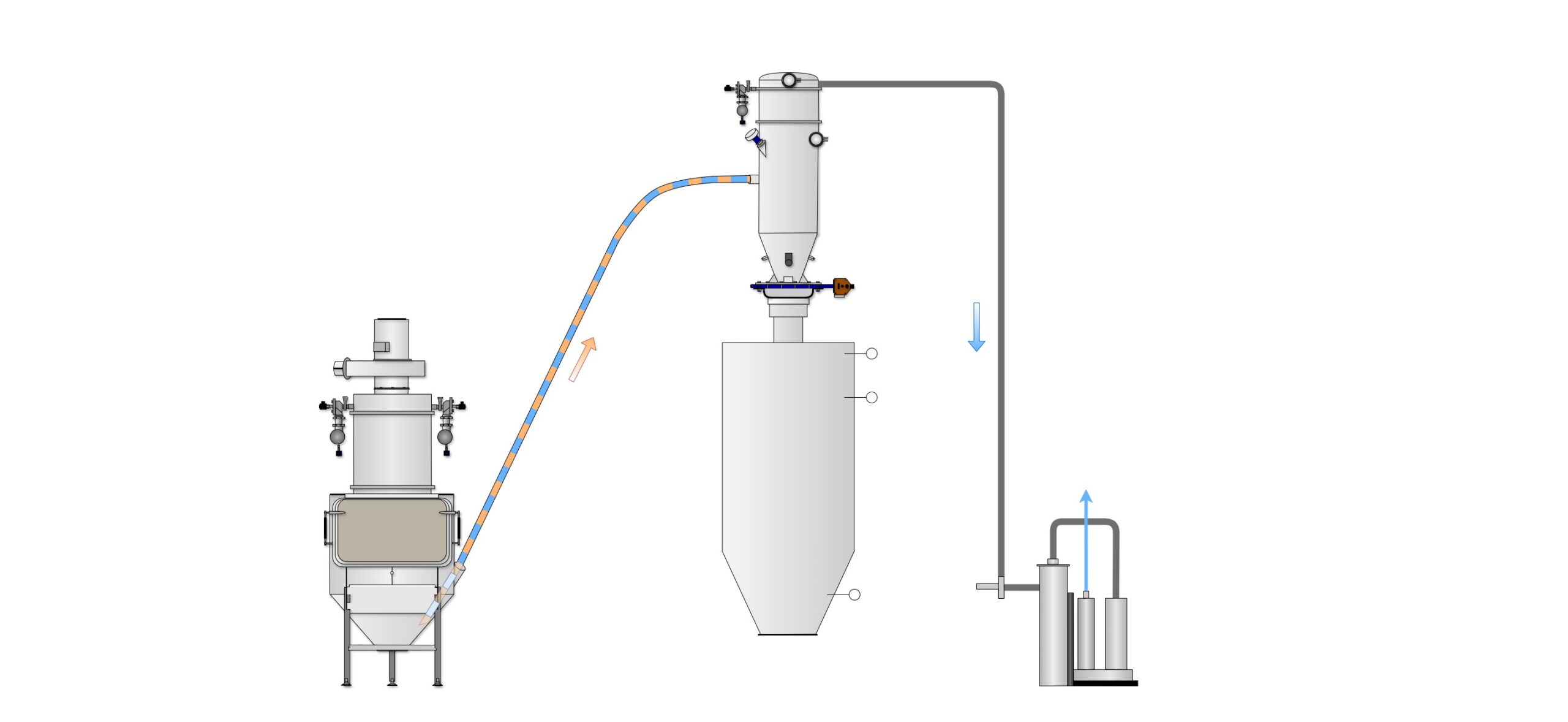
Dichtstromförderung
Bruchempfindliche und zerbrechliche Materialien (Flocken, Granulate, Vormischungen) werden bei niedriger Geschwindigkeit von 3–15 m/s in Pfropfenform gefördert – minimale Zerstörung und keine Entmischung.
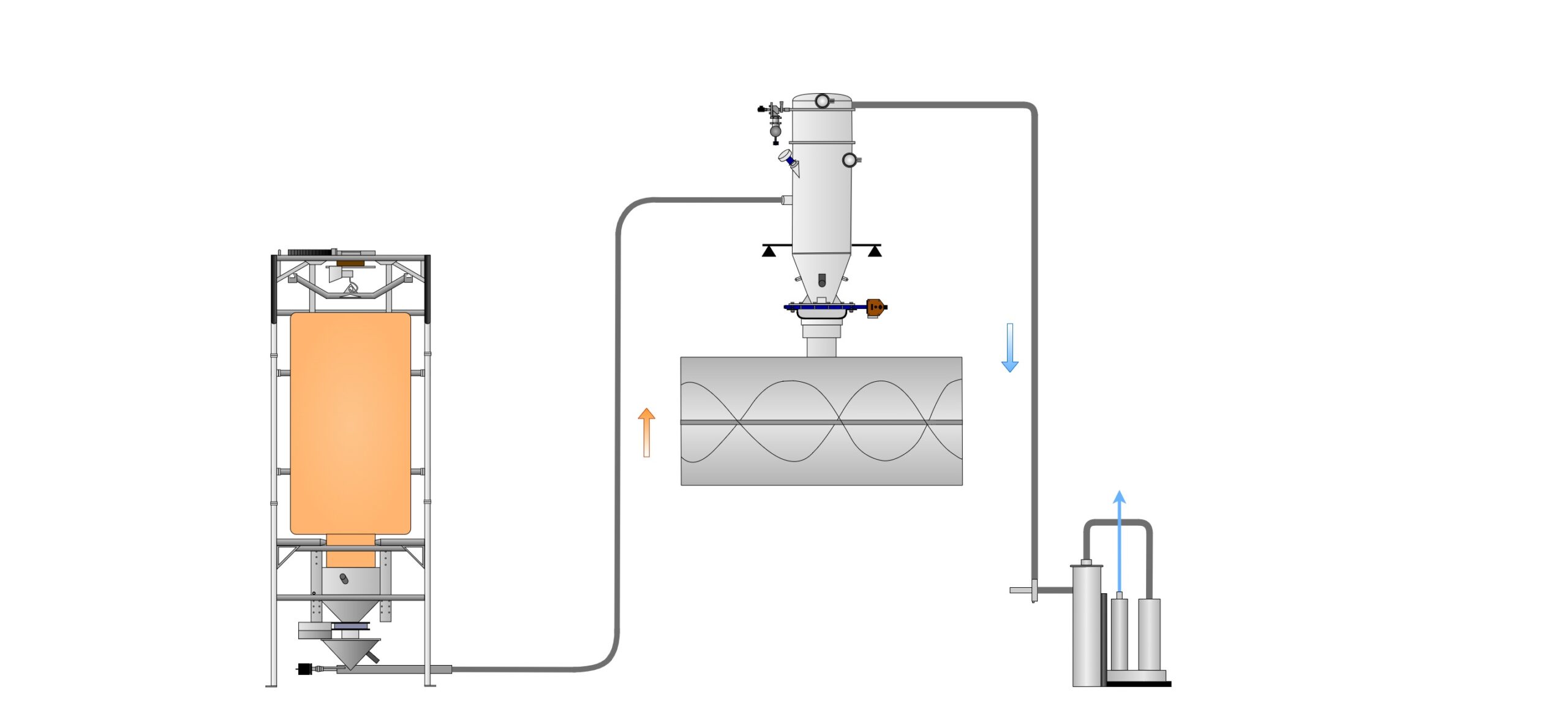
Chargendosierung in den Mischer
Der auf Wägezellen montierte Empfänger fungiert als Aufgabewaage (Gain-in-Weight) – er gibt Materialchargen mit einer Genauigkeit von <1 % des Wägebereichs ab und führt sie im Batch-Modus dem Mischer zu.
Branchen und typische Anwendungen

🍞 Lebensmittel und Futtermittel
Mehl, Zucker, Kakao, Milchpulver, Stärke, Vormischungen, Tierfutter. Mischerbeschickung, Dosierernachfüllung, Förderung aus Big-Bags. FDA-zugelassene, HACCP-konforme Ausführung.

⚗️ Pharma und Chemie
Wirkstoffe (APIs), Tabletten, Pigmente, Harze, Kunststoffgranulate. Geschlossene Förderung, ATEX-Zonen, schnelle Demontage für Validierung und Reinigung.

🏗️ Kunststoffe und Baustoffe
PE/PP-Granulate, PVC, Zement, Kalk, Titandioxid, Flugasche. Siloentleerung, Tankerfahrzeug-Entladung, Extruder- und Reaktorbeschickungssysteme.


Häufig gestellte Fragen (FAQ)
Die Vakuumförderung bietet gegenüber mechanischen Förderern (Schnecke, Band, Becher) mehrere entscheidende Vorteile. Erstens: keine beweglichen Teile entlang der Förderstrecke – minimaler Wartungsaufwand und kein Risiko der Produktkontamination durch Schmierstoffe oder Verschleißpartikel. Zweitens: das Material fließt in geschlossenen Rohren – vollständig staubfreier Betrieb, was in der Lebensmittel-, Pharma- und ATEX-Branche entscheidend ist. Drittens: Rohre können durch Wände, zwischen Etagen und um Hindernisse geführt werden – die Routenflexibilität übersteigt die von Schnecken- oder Bandförderern bei Weitem. Viertens: bei einer Leckage im Vakuumsystem tritt kein Material in die Umgebung aus (im Gegensatz zur Druckförderung), was die Sicherheit verbessert. Darüber hinaus ermöglicht ein Vakuumsystem die einfache Materialaufnahme aus mehreren Quellen (Säcke, Big-Bags, Silos) und Lieferung an ein einzelnes Ziel.
Ja – das ist einer der Hauptvorteile der Vakuumförderung. Im Gegensatz zu mechanischen Förderern (die geradlinige Strecken und große Installationsflächen erfordern) haben Vakuumförderleitungen einen Durchmesser von nur 38–100 mm und können in jeder Richtung verlegt werden – vertikal, horizontal, durch Wände, Decken, Versorgungsschächte und um bestehende Anlagen herum. Als Engineeringunternehmen konstruieren wir jedes System individuell auf Basis einer Vor-Ort-Begehung – unter Berücksichtigung bestehender Infrastruktur, räumlicher Einschränkungen, Aufgabe- und Zielorten sowie zukünftiger Erweiterungen. Der Vakuumerzeuger kann in einem separaten Raum vom Empfänger aufgestellt werden, was zusätzlich Platz im Produktionsbereich spart.
Die Dichtstromförderung (Langsamförderung) wird in drei Schlüsselsituationen empfohlen. Erstens: wenn das Material bruchempfindlich oder zerbrechlich ist – z. B. Flocken, Kristalle, Tabletten, Granulate – und die Standardgeschwindigkeit der Dünnstromförderung Bruch oder Abrieb verursachen würde. Zweitens: wenn das Material vorgemischt wurde und die Beibehaltung der Mischungshomogenität wichtig ist – niedrige Geschwindigkeit minimiert die Entmischung von Komponenten mit unterschiedlichen Dichten und Partikelgrößen. Drittens: wenn das Material stark abrasiv ist (z. B. Mineralien, Quarz) – niedrige Geschwindigkeit reduziert den Rohr- und Bogenverschleiß erheblich. Dichtstromförderung erfordert ein höheres Vakuumniveau (Drehschieber- oder Klauenpumpe statt Seitenkanalgebläse), verbraucht aber weniger Energie pro Tonne geförderten Materials.
Ja – das ist unser wesentliches Unterscheidungsmerkmal. Viele Anbieter bieten Paket-Vakuumsysteme mit Standard-Durchsätzen und -Konfigurationen an. Als Engineeringunternehmen gehen wir jedes Projekt individuell an: Wir wählen Empfängertyp und -größe passend zum geforderten Durchsatz und Zykluszeit, konstruieren die Leitungsführung unter Berücksichtigung bestehender Hindernisse und räumlicher Einschränkungen, wählen den passenden Pumpentyp für Materialeigenschaften und Förderdistanz und integrieren das System mit bestehenden Prozessgeräten – Dosierern, Big-Bag-Stationen, Mischern, Waagen und Steuerungssystemen. Wir fertigen auch Empfänger mit nicht standardmäßigen Kapazitäten, wenn der Prozess dies erfordert. Wir bieten volle Unterstützung – von der Vor-Ort-Begehung über Konstruktion, Fertigung und Installation bis zur Inbetriebnahme und After-Sales-Service.
Der Vakuumempfänger wird direkt über dem Dosierertrichter montiert. Wenn der Füllstandssensor im Dosierer einen niedrigen Materialstand signalisiert, initiiert die Steuerung einen Förderzyklus – Material wird in den Empfänger gesaugt, gefiltert und dann per Schwerkraft in den Dosierertrichter abgegeben, sobald das Austragsventil öffnet. Der Nachfüllzyklus wird mit dem Dosiererbetrieb synchronisiert, sodass die Nachfüllung den Dosierprozess nicht beeinträchtigt (die Nachfüllung erfolgt am passenden Punkt im Loss-in-Weight-Zyklus). Bei Mehrfach-Dosierer-Systemen werden Weichenventile eingesetzt, sodass ein einzelner Empfänger sequenziell mehrere Dosierer versorgen kann, oder es werden dedizierte Empfänger über jedem Dosierer installiert.
Praktisch alle trockenen Schüttgüter – von feinen Pulvern (Mehl, Puderzucker, Kakao, Titandioxid, Flugasche) über Granulate (PE/PP/PVC-Kunststoffe, Düngergranulate, Pellets) bis hin zu bruchempfindlichen Materialien (Flocken, Kristalle, Tabletten) und abrasiven Produkten (Zement, Kalk, Quarzsand). Entscheidend ist die Wahl der geeigneten Förderart: Dünnstrom für Standardmaterialien, Dichtstrom für empfindliche und abrasive. Wir stimmen auch den Rohrleitungswerkstoff (Edelstahl, Baustahl oder Kunststoff) auf die Produkteigenschaften und Branchenanforderungen ab. Die einzige Einschränkung sind nasse, feuchte oder stark haftende Materialien – in solchen Fällen empfehlen wir eine Beratung mit unserem Anwendungsingenieur.
Ja – ein auf Wägezellen montierter Vakuumempfänger wird zur Aufgabewaage (Gain-in-Weight) und kann als Präzisions-Chargenwaage dienen. Das Funktionsprinzip: Die Steuerung initiiert einen Saugzyklus und überwacht den Massezuwachs im Empfänger in Echtzeit. Bei Erreichen des Ziel-Sollwerts schließt die Steuerung sofort das Förderleitungsventil und beendet die Saugphase. Dann – nach Stabilisierung des Wägewerts – öffnet das Austragsventil und die gewogene Charge fällt per Schwerkraft in den Prozess, z. B. Mischer, Reaktor oder Prozessbehälter. Die Wägegenauigkeit liegt typischerweise unter ±1 % des Sollwerts. Die Steuerung kann Mehrkomponenten-Rezepturen verarbeiten – nacheinander verschiedene Zutaten in denselben Empfänger saugen und wiegen, bevor die gesamte Charge ausgetragen wird. Bei InterProcess konstruieren wir sowohl die Wägeanordnung als auch eine dedizierte SPS + HMI-Steuerung und gewährleisten so die volle Integration in die übergeordnete Anlagenautomatisierung.
Vorteile von Mehrstufen-Ejektoren: keine beweglichen Teile und kein Stromanschluss, sofortiges Ein-/Ausschalten, minimaler Wartungsaufwand, direkte Montage am Empfänger möglich (dezentral). Vorteile eines zentralen mechanischen Pumpensystems (Gebläse, Roots, Drehschieber): Im Dauerbetrieb ist eine mechanische Pumpe ca. 3× energieeffizienter – Druckluft ist eines der teuersten Betriebsmittel in der Industrie. Ein einzelner zentraler Vakuumerzeuger kann sequenziell mehrere Förderleitungen von einem Standort aus bedienen. Keine umfangreiche Druckluftinstallation erforderlich (Kompressor, Trockner, Filter, Verteilnetz). Einfachere Kapazitätsskalierung – die Pumpe wird auf den Gesamtbedarf der Anlage ausgelegt. Wann Ejektor, wann mechanische Pumpe? Ein Mehrstufen-Ejektor ist optimal, wenn: die Anlage bereits über eine leistungsstarke Druckluftinstallation verfügt, das System einzelne Leitungen bei niedrigem bis mittlerem Durchsatz bedient, oder der Betrieb in einer ATEX-Zone ohne Stromanschluss erforderlich ist. Ein zentrales mechanisches Pumpensystem ist die bessere Wahl, wenn: die Anlage mehrere gleichzeitig betriebene Förderleitungen erfordert, Durchsätze hoch sind und der Betrieb sich dem Dauerbetrieb nähert, keine Druckluftinstallation vorhanden ist oder deren Erweiterung kostspielig wäre, oder die Minimierung der Energiekosten pro Tonne geförderten Materials ein Schlüsselkriterium ist.
Pneumatisches Fördersystem benötigt?
Kontaktieren Sie uns – wir konstruieren ein System, das auf Ihr Material, den geforderten Durchsatz und den verfügbaren Platz zugeschnitten ist. Wir bieten Audits bestehender Anlagen, Modernisierung von Altsystemen und volle Unterstützung von der Konstruktion bis zur Inbetriebnahme.
Warum unsere Lösungen wählen?
Individuelle Konstruktion – jedes System wird von Grund auf für die Kundenanwendung und den verfügbaren Platz konstruiert
Dünnstrom und Dichtstrom – wir wählen die Förderart passend zu den Materialeigenschaften
Prozessintegration – Dosierer, Big-Bags, Mischer, Steuerungssysteme
Branchenübergreifende Erfahrung – Lebensmittel, Chemie, Pharma, Baustoffe
Sicherheit und Hygiene – Systeme konform mit ATEX, HACCP, GMP und FDA
Technischer Support und Service – Audits, Modernisierung, Ersatzteile, 24/7 verfügbar