- InterProcess Sp. z o.o.
Vacuum Conveying of Bulk Solids
Pneumatic vacuum conveying (suction conveying) is a dust-free method of transferring bulk solids – powders, granules, flakes and pellets – using an airstream generated by a vacuum pump. Unlike mechanical conveyors (screw conveyors, belt conveyors, bucket elevators), a vacuum conveying system has no moving parts along the conveying route – material flows inside enclosed pipework, ensuring completely dust-free operation, minimal maintenance requirements and fully contained product handling. This makes vacuum pneumatic conveying the ideal solution for industries with stringent hygiene requirements (food, pharmaceutical) and for potentially explosive atmospheres (ATEX).
At InterProcess, we design and build bespoke vacuum conveying systems tailored to the specific material, required throughput, available space and existing plant infrastructure. Our systems can incorporate single or multiple pick-up and discharge points, operate in dilute-phase or dense-phase mode for fragile products, and integrate seamlessly with feeders, bulk bag stations, mixers and process control systems.
Operating Principle and System Components
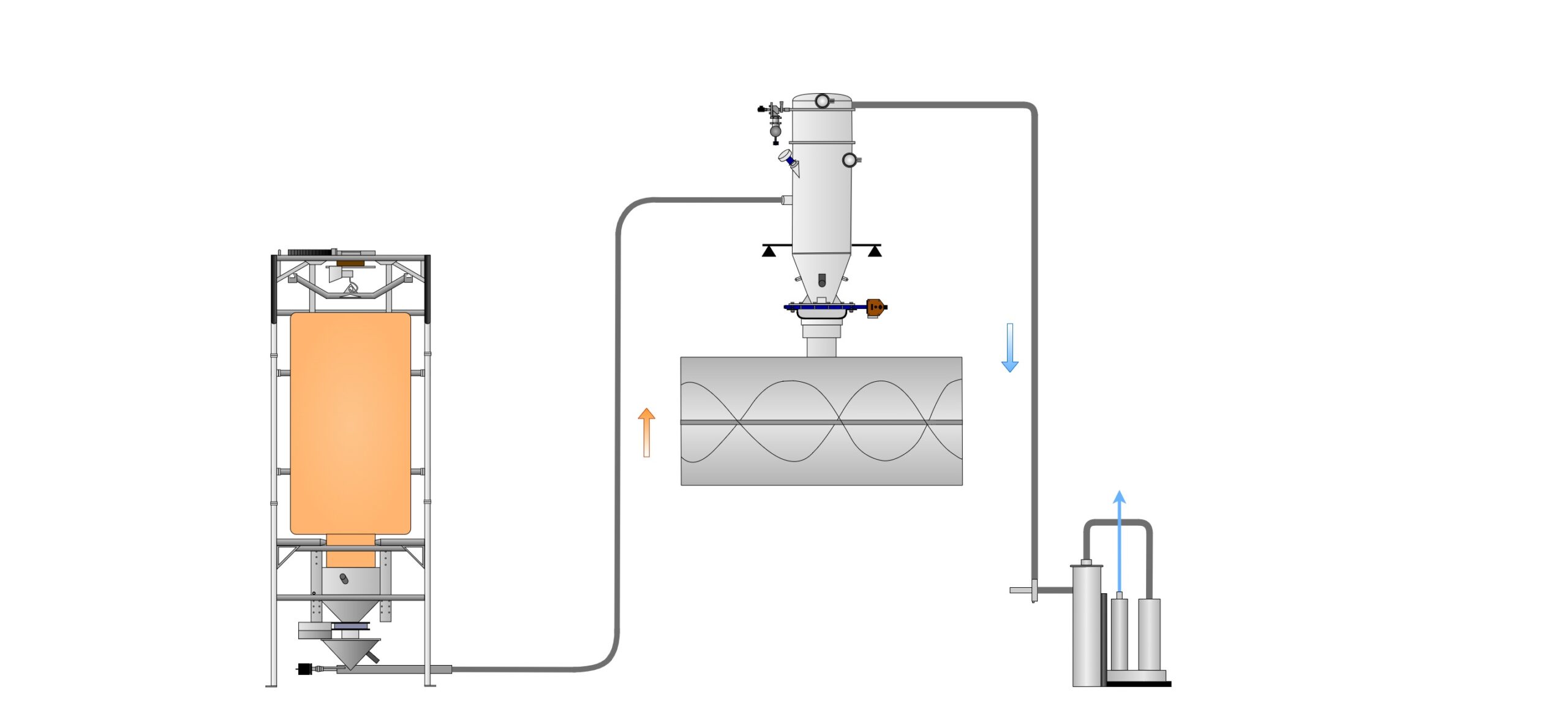
Every vacuum conveying system consists of three key components that work together in a suction–discharge–repeat cycle:
📥 Material Pick-Up Point
Suction hopper, pick-up wand, sack tipping station or bulk bag discharger. The product is conditioned (aerated) before entering the conveying line to ensure uniform flow.
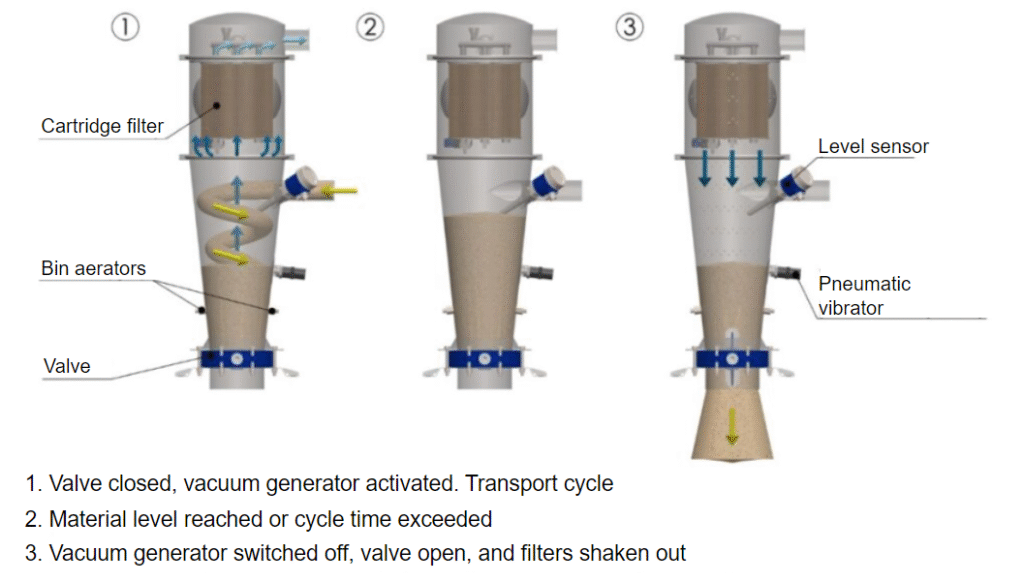
🔽 Vacuum Receiver
The core component of the system – it separates the conveyed material from the transport air by means of cartridge filters with automatic reverse-pulse jet cleaning. Equipped with a level sensor, a discharge valve (butterfly valve or rotary airlock) and optional discharge aids (vibrator, aeration pads).
🌀 Vacuum Generator
The vacuum source that drives the system. The pump type is selected according to throughput, conveying distance and material properties – from a compact side-channel blower to a high-capacity Roots blower. Equipped with a secondary safety filter and sequence control.
Conveying Modes: Dilute Phase vs Dense Phase
The appropriate operating mode is selected according to the properties of the conveyed material. Dilute phase is the standard mode – material is suspended in the airstream at a velocity of 15–25 m/s. It is suitable for the majority of applications involving powders and granules with typical flow characteristics. Dense phase (low-velocity conveying) is an advanced mode for fragile and friable materials – material moves through the pipe in slug form at a velocity of only 3–15 m/s, which minimises particle degradation, pipe wear and segregation of pre-blended mixtures.
| Parameter | Dilute Phase | Dense Phase |
|---|---|---|
| Air velocity | 15–25 m/s | 3–15 m/s |
| Material loading in the pipe | Low (material suspended) | High (slug conveying) |
| Product degradation | Moderate | Minimal |
| Segregation risk | Possible | Very low |
| Pipe wear | Higher | Significantly lower |
| Typical applications | Flour, sugar, chemical powders, cement | Flakes, granules, premixes, crystals, tablets |
| Vacuum pump required | Side-channel blower / Roots blower / multi-stage ejector | Rotary vane pump / claw pump / high-vacuum multi-stage ejector |
Vacuum Generation Systems Compared
Selecting the right vacuum generator is crucial to the throughput and energy efficiency of the entire system. The pump type depends on the required conveying capacity, distance, vacuum level and bulk material properties:
| Generator type | Vacuum level | Distance | Throughput | Optimal application |
|---|---|---|---|---|
| Side-channel blower | up to ~250 mbar | up to 30 m | up to 500 kg/h | Compact systems, clean powders, feeder refill |
| Roots blower (positive displacement) | up to ~500 mbar | up to 50 m | up to 6,000 kg/h | High throughputs, multi-line systems, medium to long distances |
| Rotary vane / claw pump | up to ~800 mbar | up to 50+ m | up to 4,000 kg/h | Dense phase, long distances, fragile products, oil-free version |
All our systems are equipped with a secondary safety filter (protecting the pump against fine-particle ingress and preventing a dust cloud from being expelled in the event of a primary filter failure in the vacuum receiver) and sequence control – pneumatic, PLC-based or integrated with the plant’s supervisory automation system. Pump type and system configuration are selected on a project-by-project basis during the engineering phase.

Typical System Configurations
Every vacuum conveying system is individually engineered for the customer’s application. Below are typical configurations – from simple single-line layouts to complex systems with multiple pick-up and discharge points, dense-phase conveying and gravimetric batching:
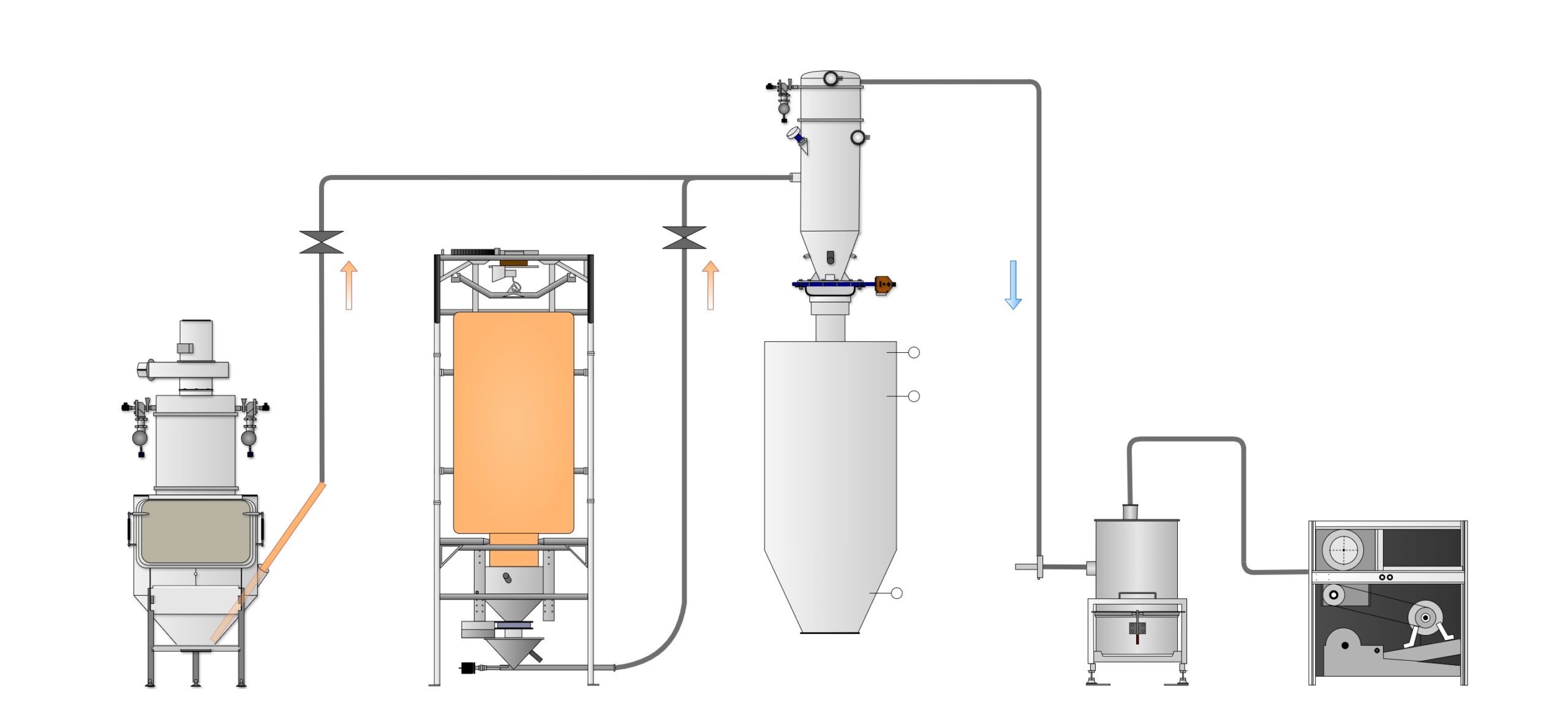
Multiple Pick-Up Points
The system automatically switches material intake between the STB sack tipping station and the BSB bulk bag discharger, serving processes with diverse raw-material sources.
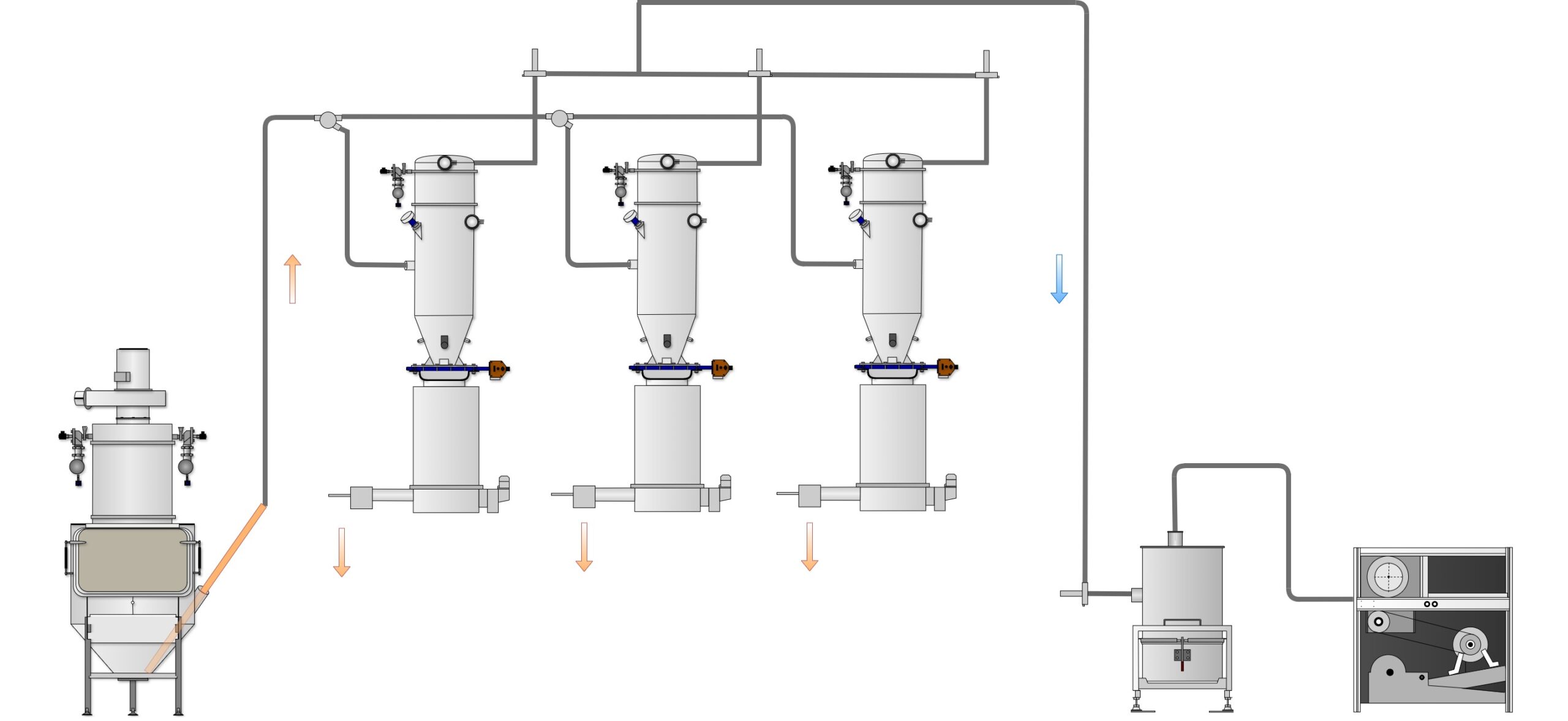
Multiple Discharge Points
Material from the sack tipping station feeds three DSL loss-in-weight feeders via automatically controlled diverter valves.
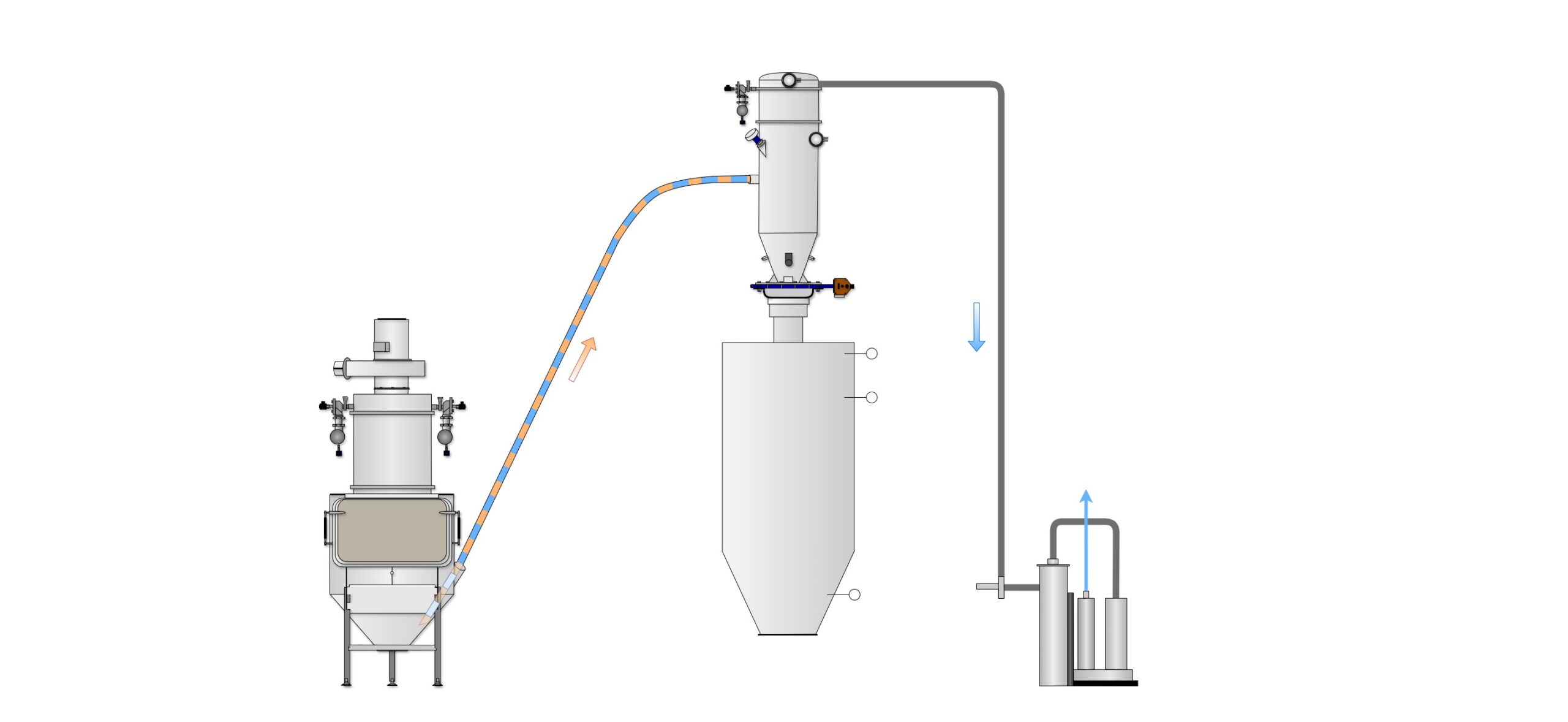
Dense-Phase Conveying
Friable and fragile materials (flakes, granules, premixes) are conveyed at low velocity of 3–15 m/s in slug form – minimal degradation and no segregation.
Batch Feeding to Mixer
The receiver mounted on load cells acts as a gain-in-weight scale – it dispenses material batches with an accuracy of <1 % of the weighing range and feeds them into the mixer in batch mode.
Industries and Typical Applications

🍞 Food and Feed
Flour, sugar, cocoa, milk powder, starch, premixes, animal feed. Mixer loading, feeder refill, conveying from bulk bags. FDA-approved, HACCP-compliant design.

⚗️ Pharmaceutical and Chemical
APIs, tablets, pigments, resins, plastic granules. Contained conveying, ATEX zones, quick disassembly for validation and cleaning.

🏗️ Plastics and Construction
PE/PP granules, PVC, cement, lime, titanium dioxide, fly ash. Silo discharge, tanker unloading, extruder and reactor feeding systems.
Frequently Asked Questions (FAQ)
Vacuum conveying offers several significant advantages over mechanical conveyors (screw, belt, bucket). Firstly, no moving parts along the conveying route means minimal maintenance and no risk of product contamination by lubricants or wear particles. Secondly, material flows in enclosed pipes – ensuring completely dust-free operation, which is critical in the food, pharmaceutical and ATEX sectors. Thirdly, pipes can be routed through walls, between floors and around obstacles – routing flexibility far exceeds that of screw or belt conveyors. Fourthly, in the event of a leak in a vacuum system, material does not escape to the environment (unlike pressure conveying), which improves safety. Additionally, a vacuum system makes it easy to pick up material from multiple sources (sacks, bulk bags, silos) and deliver it to a single destination.
Yes – this is one of the main advantages of vacuum conveying. Unlike mechanical conveyors (which require straight-line routes and large installation footprints), vacuum conveying pipes are only 38–100 mm in diameter and can be routed in any direction – vertically, horizontally, through walls, floors, service shafts and around existing equipment. As an engineering company, we design every system individually based on a site survey – taking into account existing infrastructure, spatial constraints, pick-up and destination locations, as well as future expansion. The vacuum generator can be located in a separate room from the receiver, further saving space in the production area.
Dense-phase (low-velocity) conveying is recommended in three key situations. Firstly, when the material is friable or fragile – e.g. flakes, crystals, tablets, granules – and standard dilute-phase velocity would cause breakage or attrition. Secondly, when the material has been pre-blended and maintaining mixture homogeneity is important – low velocity minimises segregation of components with different densities and particle sizes. Thirdly, when the material is highly abrasive (e.g. minerals, quartz) – low velocity significantly reduces pipe and elbow wear. Dense-phase conveying requires a higher vacuum level (rotary vane or claw pump instead of a side-channel blower), but consumes less energy per tonne of material conveyed.
Yes – this is our key differentiator. Many suppliers offer packaged vacuum systems with standard throughputs and configurations. As an engineering company, we approach every project individually: we select the receiver type and size to match the required throughput and cycle time, design the pipeline route taking into account existing obstacles and spatial constraints, select the appropriate pump type for the material properties and conveying distance, and integrate the system with existing process equipment – feeders, bulk bag stations, mixers, scales and control systems. We also manufacture receivers with non-standard capacities when the process demands it. We offer full support – from site survey, through design, manufacturing and installation, to commissioning and after-sales service.
The vacuum receiver is mounted directly above the feeder hopper. When the level sensor in the feeder signals a low material level, the controller initiates a conveying cycle – material is drawn into the receiver, filtered, and then discharged by gravity into the feeder hopper once the discharge valve opens. The refill cycle is synchronised with feeder operation so that replenishment does not interfere with the feeding process (refill occurs at the appropriate point in the loss-in-weight cycle). In multi-feeder systems, diverter valves are used so that a single receiver can sequentially supply several feeders, or dedicated receivers are installed above each feeder.
Virtually all dry bulk solids – from fine powders (flour, icing sugar, cocoa, titanium dioxide, fly ash) through granules (PE/PP/PVC plastics, fertiliser granules, pellets) to friable materials (flakes, crystals, tablets) and abrasive products (cement, lime, quartz sand). The key is selecting the appropriate conveying mode: dilute phase for standard materials, dense phase for fragile and abrasive ones. We also match the pipe material (stainless steel, carbon steel or plastic) to the product characteristics and industry requirements. The only limitation is wet, moist or highly adhesive materials – in such cases we recommend a consultation with our application engineer.
Yes – a vacuum receiver mounted on load cells becomes a gain-in-weight scale and can serve as a precision batch weighing device. The operating principle is as follows: the control system initiates a suction cycle and monitors the mass increase in the receiver in real time. When the scale reaches the target setpoint, the controller immediately closes the conveying-line valve, ending the suction phase. Then – once the weight reading has stabilised – the discharge valve opens and the weighed batch drops by gravity into the process, e.g. a mixer, reactor or process vessel. Weighing accuracy in such an arrangement is typically below ±1 % of the setpoint. The control system can handle multi-component recipes – sequentially drawing in and weighing successive ingredients into the same receiver before discharging the entire batch. This solution is particularly beneficial where dust-free, contained ingredient dispensing is required without operator contact with the material, e.g. in the pharmaceutical sector or when handling toxic substances. At InterProcess, we design both the weighing arrangement and a dedicated PLC + HMI control system, ensuring full integration with the plant’s supervisory automation.
Advantages of multi-stage ejectors: no moving parts and no electrical supply, instant on/off switching, minimal maintenance, can be mounted directly at the receiver (decentralised). Advantages of a centralised mechanical pump system (blower, Roots, rotary vane): in continuous duty a mechanical pump is approx. 3× more energy-efficient – compressed air is one of the most expensive utilities in industry. A single central vacuum generator can sequentially serve multiple conveying lines from one location. No need for an extensive compressed-air installation (compressor, dryer, filters, distribution network). Easier capacity scaling – the pump is sized for the total plant requirement. When an ejector, when a mechanical pump? A multi-stage ejector is optimal when: the plant already has a high-capacity compressed-air installation, the system serves single lines at low to medium throughput, or operation in an ATEX zone without electrical supply is required. A centralised mechanical pump system is the better choice when: the plant requires multiple conveying lines operating simultaneously, throughputs are high and operation approaches continuous duty, there is no compressed-air installation or expanding it would be costly, or minimising energy cost per tonne of conveyed material is a key criterion. At InterProcess, we select the generator type individually for each project – analysing available utilities, process requirements, distances and throughputs to propose the most cost-effective and technically optimal solution.
Need a Pneumatic Conveying System?
Contact us – we will design a system tailored to your material, required throughput and available space. We offer audits of existing installations, modernisation of legacy systems and full support from design through to commissioning.
Why Choose Our Solutions?
Bespoke engineering – every system is designed from the ground up for the customer’s application and space
Dilute and dense phase – we select the conveying mode to suit the material properties
Process integration – feeders, bulk bags, mixers, control systems
Multi-industry experience – food, chemical, pharmaceutical, construction
Safety and hygiene – systems compliant with ATEX, HACCP, GMP and FDA standards
Technical support and service – audits, upgrades, spare parts, 24/7 availability