- InterProcess Sp. z o.o.
Positive pressure pneumatic conveying, also known as pressure conveying, is an advanced method of transferring bulk solids such as powders, granules and grains using compressed air. Thanks to its versatility and efficiency, it is widely used across numerous industries.
Key advantages:
- Long-distance conveying capability (over 100 m and beyond)
- Minimised product loss and dust emissions
- Fully enclosed system – high levels of hygiene and safety
- Flexible pipeline routing – both vertical and horizontal runs
- Process automation – integration with dosing, weighing and control systems
What Is Positive Pressure Pneumatic Conveying?
In a positive pressure conveying system, bulk material is introduced into the pipeline using compressed air. The airstream pushes the material through the convey line to the receiving point, where it is separated and discharged.

Types of Pressure Conveying
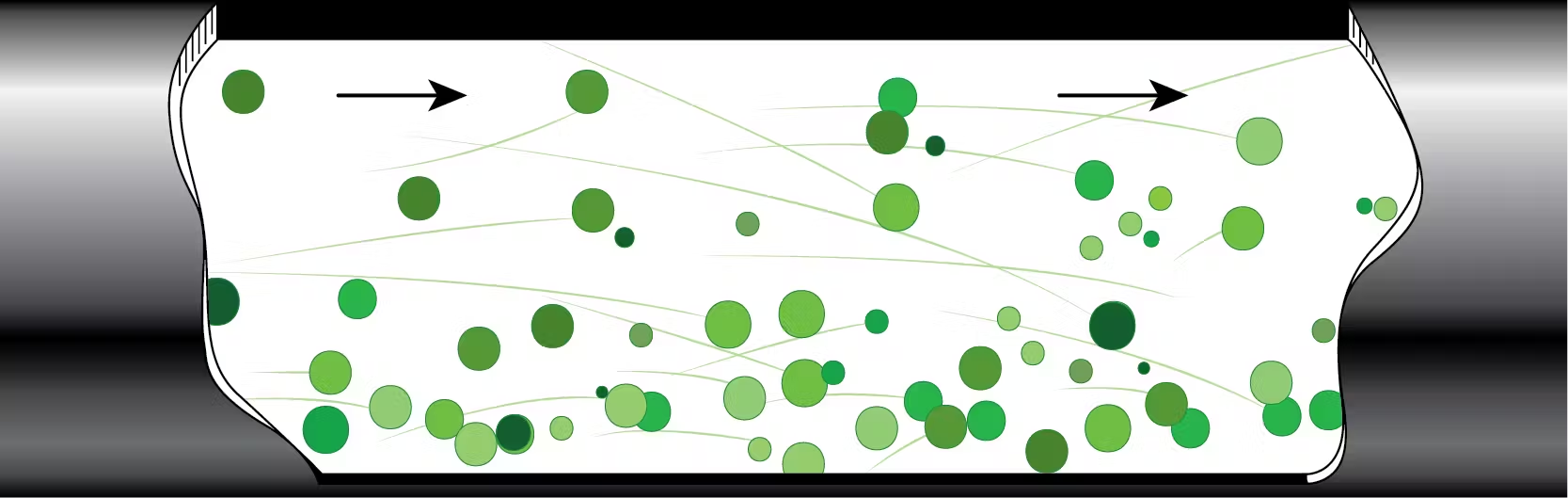
Dilute Phase Conveying (Lean Phase)
- Material is suspended in a high-velocity airstream.
- Ideal for lightweight and dry bulk materials.
- Suitable for longer distances and greater conveying heights.
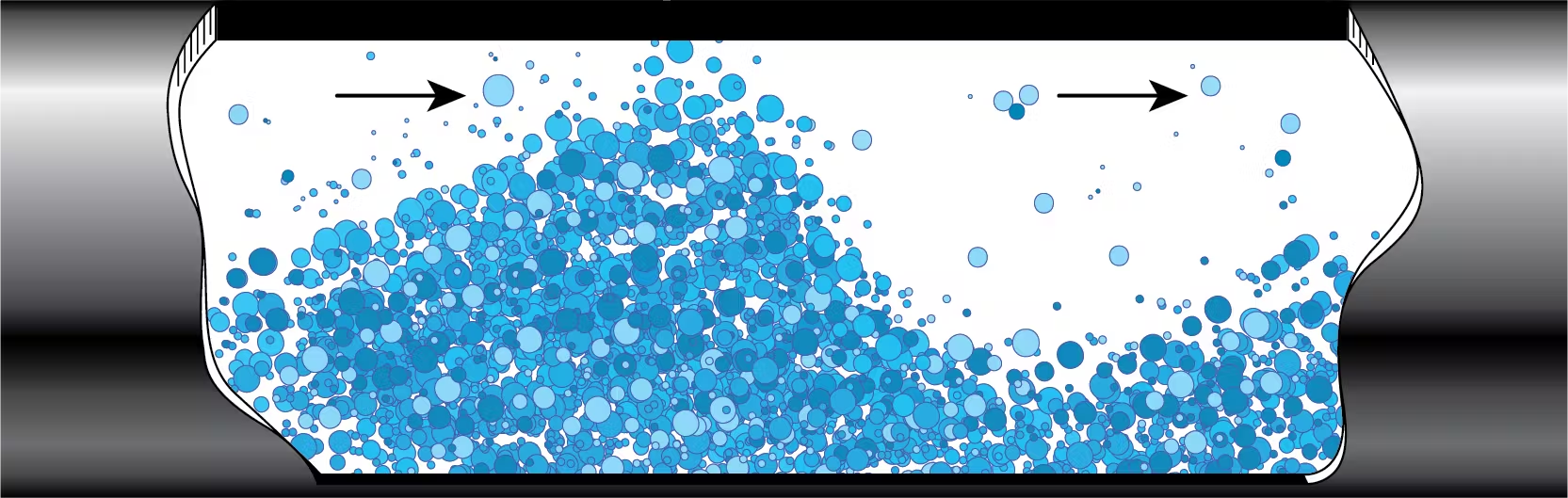
Dense Phase Conveying
- Material is conveyed in slugs or plugs with a lower volume of air.
- Suitable for fragile, abrasive or heavy bulk solids.
- Reduced energy consumption and lower risk of particle degradation.
System Design Considerations
Typical Materials Conveyed
- Food industry: e.g. flour, sugar, cocoa, starch
- Pharmaceutical industry: e.g. various powders, active ingredients
- Chemical industry: e.g. pigments, resins, detergents
- Plastics processing: e.g. granules, powders
- Building materials: e.g. cement, lime, fly ash
- Animal feed industry: e.g. feed and feed additives
Key System Components
- Pressure vessels (blow tanks)
- Diverter valves and non-return valves
- Steel or plastic pipelines
- Filter receivers
- Loading and discharge equipment: rotary valves, butterfly valves, feeders
- Quality control devices (e.g. metal detectors, sifters)
- Automation and safety systems
Download:
Need a Pneumatic Conveying System?
Get in touch with us and our engineers will design an optimised solution tailored to your process. We also offer audits of existing installations and upgrades of legacy conveying systems.
Why Choose Our Solutions?
Tailored approach – every system is engineered to meet individual customer requirements
Complete project delivery – from design through to commissioning and aftercare
Proven components – only reliable, industrial-grade solutions
Multi-industry expertise – food, chemical, pharmaceutical and building materials
Safety and hygiene – systems compliant with ATEX, HACCP and GMP standards
Technical support and service – fast response, including 24/7 availability